
Термография

Рис. 6.2. Фрагмент оттиска, выполненного с применением термографии
Суть процесса состоит в том, что свежий оттиск посыпается легкоплавким порошком, который прилипает к краске. С пробельных участков порошок удаляется стряхиванием, обдувом или тем и другим способом одновременно. После этого лист подается в зону сильного нагрева, где порошок оплавляется и образует выпуклый глянцевый рельеф на рисунке. Печатный слой, полученный данным способом, имеет значительный рельеф и глянцевую поверхность, устойчив к воздействию влаги и жидких химических веществ.
Термография применяется для придания объема элементам изделия (товарные знаки, логотипы и т. п.) на следующей полиграфической продукции: на визитных карточках, фирменных бланках, приглашениях, ярлыках, упаковках, этикетках, ценниках, поздравительных открытках, презентационных папках, в изданиях для слабовидящих и др.
Термография позволяет получить рельеф подобно конгревному тиснению, но при этом не требуется изготовления штампа.
Термография, как и другие способы полиграфического производства, дает простор для дизайнеров. Например, очень выигрышно смотрится сочетание разных термопорошков, или выборочная обработка какого-либо одного цвета или, вообще, области, не связанной с изображением. Последнее достигается термоподнятием бесцветного лака, специально нанесенного последним прогоном.
Недостатки термографии состоят в невозможности воспроизведения шрифтов кеглем менее 10 пунктов, линий толщиной менее 0,5 мм и плашек, а также в возможности воспроизвести только один цвет и только на бумаге.
Технология термографии
Тремя составляющими термографии являются свежая краска, термографический порошок и термограф (термографический аппарат) — специальный аппарат туннельного типа, где происходит напыление порошка на оттиск, удаление его излишков с незапечатанных областей и далее термоподъем при температуре порядка 180 °С.
Для термоподнятия чаще всего используются автономные термографы с ручной подачей листов. Обработать на них офсетные оттиски нужно не позднее чем через 10—20 мин после печати, иначе краска подсохнет, и порошок ляжет неравномерно. Впрочем, обработке подлежит печатная продукция, полученная не только офсетным способом. Отличный эффект объемности достигается и после высокой, трафаретной печати и даже на продукции ризографов.
Если визитки с термоподнятием являются основной продукцией производства, применяют метод in-line: вместо приемной тележки к печатной машине подкатывают приемный транспортер термографической установки, который сразу же подает листы в зону нанесения порошка и обжига. Такая связка идеальным образом решает проблему с закреплением краски и значительно сокращает время получения продукции и отходы макулатуры.

Определение — Что означает термографический анализ?
Термографирование — доступная альтернатива слепому тиснению и гравировке. По сравнению с гравировкой, которая поднимает поверхность бумаги, термографическое изображение повышает тип или изображение. Термографический материал обеспечивает глянцевую отделку и искусный дизайн. ING обычно используется для приглашения, фирменные бланки, сертификаты, визитки и т. Д.
Техопедия объясняет термографическое
В термографическом изображении рельефное изображение или тип получают путем нанесения порошкообразной смолы на влажные чернила, после чего на листе бумаги происходит термическое плавление. Различные типы порошкообразных смол используются в термографии. Выполнение может быть выполнено вручную или автоматически, а также может сочетаться с определенными видами отделки. В отличие от гравировки или штамповки, более мелкие детали логотипов или типографики показаны в термографии. Кроме того, поскольку термографический процесс включает в себя процесс термического отверждения и повышение температуры, использование не рекомендуется для всех лазерных принтеров или копировальных аппаратов, поскольку они должны работать при более высоких температурах.
Термографическая печать дешевле, чем гравировка, и, таким образом, обеспечивает недорогую визуальную привлекательность там, где это необходимо. Это также более естественно выглядит по сравнению с другими методами гравировки, а также имеет отличное определение.
Термографическая обработка может быть дорогой, а листы, как правило, дорогими. Термографический анализ может быть применен только к одной стороне. Существует ограничение на размер используемого шрифта, который рекомендуется не меньше 6 пунктов. Сжатие изображения является обычным явлением и иногда может привести к искажению бумаги; поэтому, рекомендуется избегать больших сплошных областей. Мелкие шрифты или тяжелые твердые частицы часто не рекомендуются. Тепло также может повредить поднятый, заставляя его потерять свой блеск и подняться.
Термографическая печать маркировочных лент
tz group
5 октября 2016


Время чтения: 1 минута
Одним из видов маркировочной печати является термографическая печать, которая широко используется в разных сферах жизни. Основным принципом работы термографических принтеров является нагрев. При данном типе печати формирование изображения происходит путем нагревания химических составляющих.
Нагрев происходит двумя способами. Рассмотрим каждый из них:
Прямой нагрев
При данном способе нагрева применяется бумага со специальным химическим составом. При соприкосновении нагретых элементов (электродов) с термочувствительным слоем «проявляется» точка.
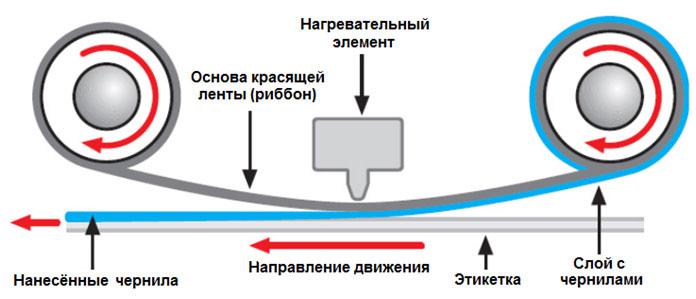
Нагрев с переносом
При данном способе используется специальная красящая лента, покрытая специальным красителем. От соприкосновения с нагретым элементом, краситель расплавляется и переносится на бумагу, отпечатывая точку.
Особенности термографической печати
Нажимая на кнопку, Вы даете согласие на обработку персональных данных.
Термография
(или термоподнятие) в полиграфии — это
создание на изображении объема с помощью
специального порошка. Порошок наносится
на еще не высох-ший оттиск и подвергается
нагреву. Под воздействием температуры
порошок сплавляется и приобретает
объем. Полиграфия с эффектом термографии
всегда вы-глядит респектабельно. Ее
используют при печати упаковки для
элитных товаров, поздравительных
открыток, визиток и любых др полиграфических
материалов, ко-торые должны произвести
особое впечатление на получателя.
Термография может частично даже
компенсировать плохое качество печати.
Процесс
термографии состоит из нескольких
этапов: свежий
оттиск попадает с печатного пресса на
конвейер термографической машины,
конвейер продвигает лист под устройство
для насыпания порошка, который ровным
слоем покрывает весь лист,
порошок
прилипает к свежей невысохшей краске,
остатки порошка удаляются с помощью
вакуума и поступают обратно в контейнер
для порошка (либо стряхивается вручную,
либо сдувается) лист с прилипшим порошком
поступает в нагревательную камеру, где
под воздействием высокой температуры
(900-1300 градусов по Фаренгейту) порошок
плавится и проникает в краску. Последняя
ступень — камера охлаждения, на выходе
из которой получается готовый лист с
термографией.
Печатный
слой, полученный таким способом, имеет
рельеф, может быть глянцевым или матовым,
устойчив к воздействию влаги и жидких
химических веществ.
Термография
может использоваться на всех видах
печати.
Наиболее
распространены прозрачные бесцветные
порошки, цветные порошки с глянцевым,
матовым или перламутровым эффектом, а
также с добавлением глиттеров золотого,
серебряного, жемчужного и других
оттенков. При использовании цветных
порошков исходный оттенок «поднимаемого»
изображения практически не имеет
значения.
При
подборе порошка следует учитывать
размер его зерна — дисперсность. Порошки
с крупным зерном применяются для
термоподнятия больших участков
изображения с плавными контурами,
мелкодисперсионные — для тонких линий
и мелкого текста.
Термография
имеет некоторые технологические
ограничения: ее
помощью невозможно воспроизведение
шрифтов менее 10 пунктов и линий, толщина
которых менее 0,5 мм;
термографию
нельзя использовать для оформления
плашек и воспроизведения исключительно
одного цвета и только на бумаге; обработать
оттиски нужно не позднее, чем через
10-20 минут после печати, иначе краска
подсохнет, и порошок ляжет неравномерно.
На
гладких бумагах и картонах термоподъем
выглядит объемнее и заметнее. Термография
может применяться как на матовых, так
и на глянцевых бумагах. Применение
термографии на пленках или ПВХ,
чувствительных к температурному
воздействию, необходимо тщательно
подбирать температурный режим.
Эффекты, получаемые с помощью термографии.
Термография
(или термоподнятие) в полиграфии — это
создание на изображении объема с помощью
специального порошка. Порошок наносится
на еще не высохший оттиск и подвергается
нагреву. Под воздействием температуры
порошок сплавляется и приобретает
объем.
Полиграфия
с эффектом термографии всегда выглядит
респектабельно. Поэтому ее используют
при печати упаковки для элитных товаров,
поздравительных открыток, визиток и
любых других полиграфических материалов,
которые должны произвести особое
впечатление на получателя.
Термография
может частично даже компенсировать
плохое качество печати.
конвейер
продвигает лист под устройство для
насыпания порошка, который ровным слоем
покрывает весь лист
порошок
прилипает к свежей невысохшей краскеостатки
порошка удаляются с помощью вакуума и
поступают обратно в контейнер для
порошка (либо стряхивается вручную,
либо сдувается)
лист
с прилипшим порошком поступает в
нагревательную камеру, где под воздействием
высокой температуры (900-1300 градусов по
Фаренгейту) порошок плавится и проникает
в краску
Термография
может использоваться на всех видах
печати (офсетная, трафаретная печать,
после печати продукции на ризографе и
дупликаторе и т.д.).
С
помощью термографии можно получить
следующие спецэффекты:
металлизированный
эффект. При печати используется порошок
с металлизированными пигментами (золото
или серебро), который придает оттиску
блеск. Очень эффектен прием, когда
серебряный порошок наносится на синюю
краску
перламутровый
эффект. Рельефное изображение получают
цвета заказанной краски, но с перламутровым
отливом выбранного цвета
светящийся
эффект. Краска, на которую нанесен этот
порошок, светится в темноте
термоподъем
с блестками. Добавление глиттеров
позволяет получить выпуклое изображение
с искрящимся изображением
интересные
эффекты могут достигаться за счет
смешивания различных видов термопорошка,
например, смешивание голубой триадной
краски и бесцветного и серебряного
порошков придают оттиску эффект
«металлик»
возможно
запечатывание лаком с последующим
термоподъемом цветными порошками. Такой
прием нежелателен для текстов, набранных
мелким кеглем или шрифтом с тонкими
линиями
более
интересных эффектов можно добиться при
использовании термоподъема в полноцветной
печати. Подвергающаяся обработке краска
должна быть последней в
процессе
нанесения на лист. Используемый порошок
должен быть бесцветным, иначе может
нарушиться цветопередача
термография
позволяет получить рельеф подобно
конгревному тиснению, но при этом
обойтись без изготовления штампа.
Термографический
порошок получают путем размола полимерных
частиц с последующей очисткой. Очистка
позволяет снижить статику и придать
необходимые порошку свойства.
Порошок
отличается дисперсностью своих частиц.
Каждый размер обозначается номером:
№ 14
— универсальный
№ 9
и №11 — порошки с крупными частицами.
Порошки
также отличаются по цвету они могут
быть прозрачными, матовыми, белыми, а
также серебряными и золотыми. При
использовании прозрачного порошка
получается цвет краски, которым печатали
с прозрачной линзой сверху, а, применяя
золото и серебро, можно получить
интересные эффекты выпуклых золотых и
серебряных элементов печати.
Довольно
часто используются также цветные
глиттеры. Это металлизированные частицы,
размолотые до нужной дисперсности и
добавляемые в прозрачный порошок для
придания красивого блестящего эффекта.
Именно этим способом производится
основная масса открыток.
с
ее помощью невозможно воспроизведение
шрифтов менее 10 пунктов и линий, толщина
которых менее 0,5 мм
Ассортимент
термопорошков предоставляет широкий
простор для творчества дизайнеров. При
разработке и подготовке макетов
дизайнерам нужно учитывать следующие
правила:
требования
к макетам для термографии идентичны
требованиям к офсетной печати
в
макете нежелательно использование
растровых изображений и полутонов, так
как термопорошок плохо соединяется с
редкими и маленькими растровыми точками
нежелательно
использование больших заливок (плашек)
и мелкого текста или тонких линий,
особенно одновременно, так как такие
объекты требуют использования порошка
различной зернистости (для плашек должна
быть крупная зернистость, для тонких
линий — мелкая)
большая
часть бумаг для офсетной печати подходит
для термоподъема, но некоторые (напрмер,
кальки) все же не могут выдержать нагрев
до температуры таяния порошка (120-200° С)
при
использовании термографии на фирменных
бланках нужно учитывать планируется
ли последующая надпечатка на них с
помощью лазерного принтера. Так как при
нагреве более 120° С порошок может начать
плавиться повторно, это может привести
к выходу принтера из строя. Если все-таки
планируется печатать лазерным принтером
на бланках с термонодъемом, то можно
применить специальный эффект
«УФ-отверждение», который не позволит
плавиться смоле повторно. Правда,
стоимость изготовления бланков с таким
эффектом в 2-3 раза дороже, чем с обычным
термоподьемом
нужно
избегать точного совмещения
термографического изображения с
изображениями, отпечатанными другими
технологиями,
так
как при печати термографии и ее последующей
тепловой обработке у бумаги немного
меняются геометрические размеры, нужно
учесть, что добиться идеального совмещения
будет крайне трудно.
Для нанесения штрих-кода используются
как традиционные, так и цифровые
печатные технологии. Последние
получают все большее распространение
благодаря возможности персонализации
информации.
Специальное оборудование может
применяться для нанесения клейм и
штампов. Клейма, штампы — знаки
товарной маркировки, наносимые на
товары, упаковку, специальные носители.
Маркировка с помощью клеймения
и штампованияшироко применяется
как для продовольственных, так и для
промышленных товаров.
Существует несколько способов
клеймения и штампования. Наибольшее
распространение получили:
Современные маркировочные технологии
открывают перед предприятиями новые
возможности. Новые маркировочные
материалы успешно противостоят
воздействию высоких температур,
ультрафиолетового излучения, химических
реагентов, обладают масло- и
грязеотталкивающим и, а также
антистатическими свойствами.
Использование современного цифрового
оборудования для нанесения маркировки
позволяет автоматизировать процессы
ее нанесения и распознавания, что, в
свою очередь, дает возможность повышения
производительности труда, сокращения
издержек на контроль движения товаров,
повышения их конкурентоспособности
на рынке.
Использовать для печати такой маркировки
традиционное полиграфическое
оборудование экономически (а иногда
и технологически) нецелесообразно.
Решить проблему должны специализированные
устройства, обеспечивающие такое
качество маркировки, при котором
возможна ее идентификация, в том
числе автоматическая. Кроме того, они
должны быть экономически эффективными
при печати малых тиражей.
Дополнительные требования к подобному
оборудованию — возможность печати
переменных данных, возможность нанесения
защитной маркировки, стойкость маркировки
к физическим или химическим воздействиям,
работа маркиратора в автоматическом
режиме и т.д.
Маркировка может наноситься либо
непосредственно на товар или упаковку,
либо на специальный носитель (этикетку,
ярлык и т.д.). Соответственно и оборудование
для нанесения маркировки делится на
две группы:
Устройства для печати на товарах или
на их упаковке представляют собой
маркирующую головку с системой управления.
Некоторые модели этих устройств могут
включаться в состав автоматизированных
технологических линий. Для нанесения
маркировки чаще всего используются
технологии:
Струйная печать— бесконтактный
цифровой способ, при котором элементы
изображения на запечатываемом материале
формируются каплями жидкой краски
(чернил).Технологии
струйной печати делятся на две группы:
с непрерывной подачей чернил;с
прерывистой подачей чернил (drop-on-demand —
капля по требованию).
Печать с непрерывной
подачей чернил состоит в генерации
струи (последовательности) капель с
сообщением участвующим и не участвующим
в формировании изображения каплям
разных траекторий движения. «Лишние»
капли попадают в ловушку и возвращаются
в резервуар.
Струйная печать c
прерывистой подачей чернил реализована
в нескольких вариантах. Наиболее
распространены термоэлектрическая и
пьезоэлектрическая печать. При
термоэлектрическом способе в каждом
сопле находится терморезистор, при
нагревании которого образуется паровой
пузырь, выталкивающий каплю чернил из
сопла. Пьезоэлектрическая печать
основана на пьезоэффекте: выброс капли
из сопла происходит в результате
колебания пластины, обладающей
пьезоэлектрическими свойствами.
Струйные принтеры для нанесения
маркировки условно делятся на мелко- и
крупносимвольные. В мелкосимвольных
принтерах (высота знаков до 20 мм), как
правило, используется технология печати
с непрерывной подачей чернил. В
крупносимвольных принтерах обычно
применяется технология с прерывистой
подачей чернил.
Достоинствами
струйных принтеров являются:
Областями
применения электрокаплеструйных
принтеров являются:
Лазерная маркировка, осуществляемая
с применением цифровых лазерных
маркираторов обеспечивает процесс
маркировки под воздействием лазерного
луча на поверхность упаковки. А это
значит отсутствие каких-либо затрат
на расходные материалы.
Принцип лазерного воздействия заключается
либо в удалении красочного слоя с
поверхности, либо в выжигании, выпаривании
или плавлении верхнего слоя упаковочного
материала (такого как ПЭТ, полистрол,
полипропилен, бумага, картон). В обоих
случаях получается не стираемая
мгновенная печать высокого качества.
Лазерные принтеры являются универсальным
методом маркировки первичной упаковки
благодаря экологической безопасности
и отсутствию расходных материалов, а
также благодаря высокой разрешаемой
способности наносимых кодов. До настоящего
момента основными недостатками лазеров
были высокая цена и крупные габариты.
Сущность лазерной маркировкизаключается в модификации поверхности
изделий с целью нанесения видимого
рисунка. Лазерная маркировка продукции
применяется достаточно давно, прежде
всего в электронной и медицинской
промышленности, а также в оборонных
и аэрокосмических производствах. В
последние годы благодаря снижению
стоимости лазеров и повышению ресурса
их работы лазерная маркировка стала
все шире использоваться при производстве
потребительских товаров.
В настоящее время получили развитие
две технологии лазерной маркировки:
Масочная лазерная технология,
при которой запись изображения лазерным
излучением осуществляется через
трафаретную маску в импульсном режиме,
отличается высокой скоростью записи.
Главным ее недостатком является
невозможность записи переменной
информации.
Сканирующая лазерная технологиясостоит в формировании изображения
сфокусированным лазерным лучом при
его движении по маркируемой поверхности.
Сканирующие системы позволяют
производить запись переменной информации;
при этом скорость записи зависит от
размеров изображения.
Лазерная маркировка имеет следующие
достоинства:
Считается, что хорошие перспективы
имеет применение лазерной маркировки
для защиты товаров от фальсификации.
Недостатком лазерной маркировки
является высокая стоимость оборудования.
Устройства для печати на носителе
маркировки— специализированные
принтеры, предназначенные для
производства самоклеящихся и сухих
этикеток, ярлыков, контрольных лент,
чеков. Эти принтеры включают печатающий
механизм, систему подачи и проводки
ленты, управляющее устройство, различные
дополнительные механизмы.
Печать обычно осуществляется или на
рулонных материалах: бумаге, ткани,
самоклеящихся этикетках по принципу
«из рулона — в рулон», или с резкой
ленты. Например, принтеры для печати на
самоклеящихся этикетках могут иметь
различную комплектацию для работы
в нескольких режимах:
Принтеры для печати на самоклеящихся
этикетках могут также объединяться с
этикеровочным оборудованием и работать
в автоматическом режиме.
Обычно этикеточные принтеры
адаптированы для печати штриховых
кодов, то есть включают средства для
создания штрих-кодов различных символик.
Для проверки качества печати штриховых
кодов в них могут встраиваться специальные
сканеры.
Классификация принтеров для печатания
этикеток и ярлыков может производиться
по различным признакам: габаритным
размерам (переносные, настольные,
напольные), производительности (низкой,
средней и высокой), используемому способу
печати.
Рассмотрим более подробно классификацию
по последнему признаку.
Наибольшее распространение в современных
принтерах получили следующие способы
печати: матричная ударная, термографическая,
электрофотографическая.
В матричных ударных принтерахточки, формирующие изображение,
воспроизводятся на запечатываемой
поверхности в результате удара
печатающего элемента по красящей ленте.
Печатающая головка принтера
представляет собой матрицу подпружиненных
печатающих элементов (иголок). Для
привода иголок служат электромагниты.
Матрица может выполняться как подвижной,
так и неподвижной. В первом случае
печатающая головка размещается на
каретке и за счет ее передвижения
осуществляется горизонтальная развертка
изображения. Во втором случае
печатающая головка имеет ширину,
достаточную для печати всей строки
(линейные принтеры).
Достоинствами матричных принтеров
являются возможность печатания на
широком спектре материалов, высокая
надежность и очень низкая стоимость
расходных материалов.
Недостатки — невысокое разрешение
печати, слабая контрастность
отпечатков, значительный уровень шума.
Термографическая печать
имеет две разновидности:
прямая термопечать и термотрансферная
печать. Печатающая головка термографического
принтера содержит блок термоэлементов
(терморезисторов). При прямой термопечати
точки, формирующие изображение,
воспроизводятся на термочувствительном
запечатываемом материале в результате
воздействия на него тепла от термоэлемента.
Главный недостаток прямой термопечати
— недолговечность этикеток. Они
отличаются низкой стойкостью к воздействию
тепла и света, к истиранию.
Конструкция термотрансферного
принтера отличается тем, что между
печатающей головкой и запечатываемым
материалом находится термочувствительная
красящая лента. Изображение формируется
в результате переноса под действием
тепла краски с ленты на запечатываемую
поверхность. Изображение, полученное
на термотрансферном принтере, более
долговечно и менее подвержено воздействиям
окружающей среды, чем термочувствительная
бумага. Термотрансферные принтеры
способны работать с широким спектром
запечатываемых материалов. Однако
себестоимость этикетки, отпечатанной
термотрансферным способом, немного
выше по сравнению с отпечатанной прямым
термоспособом из-за использования более
дорогих расходных материалов.
Общее достоинство
термографических принтеров — надежность
и невысокая стоимость оборудования, а
также низкая цена оттиска. Некоторые
современные модели принтеров способны
печатать в двух режимах: прямым способом
на термочувствительной бумаге и
термотрансферным методом.
Электрофотография основана
на процессе преобразования информации
об изображении в распределение
электростатического потенциала в слое
фотополупроводника (скрытое
электростатическое изображение) с
последующей его визуализацией и переносом
на запечатываемый материал.
Как правило, электрофотографический
процесс состоит из следующих стадий:
Электрофотография отличается
высоким качеством и достаточно высокой
скоростью печати. К недостаткам,
свойственным электрофотографии,
относятся высокая стоимость печатающих
устройств и расходных материалов, а
также зависимость процесса от климатических
условий.
В настоящее время на рынке
предлагается сравнительно небольшое
количество моделей специализированных
электрофотографических устройств для
печати этикеток.
Конечно же, этикетки
и ярлыки можно печатать и на офисных
струйных и лазерных принтерах — для
этого даже существуют специальные
расходные материалы. Однако в
производственных условиях более выгодно
использовать специализированные
решения, поскольку среди многообразия
представленных на рынке моделей всегда
можно выбрать решение, оптимальное для
заданных условий.
Факторы, влияющие на выбор способа
маркировки
Современная промышленность характеризуется
высоким темпом наращивания производственных
мощностей, созданием новых предприятий,
модернизацией существующих. В связи с
внедрением безостановочных производственных
процессов (24 часа, 7 дней в неделю)
возникает необходимость автоматизации
производства. Также наблюдается ускорение
производственных линий и расширение
ассортимента производимых товаров. Все
это оказывает влияние на выбор маркиратора.
Не существует единого стандартного
решения, удовлетворяющего сразу всем
условиям производства. Тем не менее,
можно выделить несколько критериев,
помогающих сориентироваться при выборе
промышленного маркиратора. Это в первую
очередь область применения маркиратора;
тип и материал упаковки; требования,
предъявляемые к качеству маркировки и
удобочитаемости надписей. Важным
аспектом выбора являются рыночный
спрос на производимый товар и масштабы
производства, а также стоимость и
надежность маркиратора.
Требования по четкости и удобочитаемости
надписей, изображений, штриховых кодов
относятся как к маркировке потребительских,
так и промышленных изделий. Детали,
поступающие в сборочные цеха, должны
быть четко и ясно идентифицированы. На
производстве зачастую возникают проблемы
и недовольство поставщиками, если их
маркировка не соответствует установленным
стандартам.
Розничные продавцы также имеют строгие
требования к качеству кодировки, и, без
сомнения, они будут отбраковывать товар
на основании ее несоответствия принятым
нормам. Иногда это может означать
штрафные санкции по отношению к
производителю. В крайних случаях это
может повлечь полное исключение
производителя из списка поставщиков
со всеми вытекающими последствиями.
Потребители также имеют свои запросы.
Согласно исследованию, проведенному
MARKEM, 20% покупателей смотрят на маркировку
«срока годности» продуктов питания
даже прежде, чем на их ценник.
Очевидно, что достоверность и качество
маркировки представляют огромную
важность. Однако, чтобы соответствовать
всем установленным стандартам, невозможно
просто купить «наилучший» из существующих
маркираторов. Так, например, для
упаковочных линий известных брэндовых
товаров необходим маркиратор, чья работа
была бы синхронизирована с новейшими
высокоскоростными оберточными аппаратами.
При упаковке шоколадных батончиков со
скоростью 500 шт./мин, увеличение скорости
всего лишь на 1% дает 2400 дополнительных
батончиков в одну смену. В некоторых
случаях скорость печати маркиратора
является решающим фактором.
Производственные условия также влияют
на выбор. Так, при низких технологических
температурах, конденсация влаги может
препятствовать переносу чернил на
маркируемую поверхность. В результате
этого наносимые символы будут смазаны
или не полностью пропечатаны. Затруднено
использование каплеструйных принтеров
на мукомольных и других аналогичных
производствах, где присутствует
взвешенная пыль, если только принтерные
головки не обладают хорошей
пылевлагозащищенностью.
Немаловажным является и человеческий
фактор. Так прессы горячего и холодного
тиснения настраиваются вручную, поэтому
существует большая вероятность ошибки
и некачественной маркировки. Человеческий
фактор может быть сведен к минимуму при
использовании цифровых устройств, где
данные сохраняются в электронном виде
и обновляются автоматически. В настоящее
время многие такие устройства могут
объединяться между собой в единую сеть,
где любые обновления будут происходить
централизованно, либо могут подключаться
к основным учетно-контрольным системам
предприятия. Это позволяет полностью
отслеживать продукцию при возможных
запросах, что является существенным
для оптимизации системы контроля
качества продукции.
Упаковочные материалы также влияют на
выбор. Развитие упаковочной отрасли
привело к расширению ассортимента
упаковочных материалов (стекло, пластик,
фольга, пергамент и прочее) и способов
упаковки (непрерывные оберточные линии,
вакуумная упаковка, розлив в бутылки,
упаковывание в пакеты и прочее).
В случае гибкой упаковки и этикетирования
все более популярными становятся
цифровые маркираторы, обладающие
легкостью корректировки кодов,
автоматическим обновлением даты и
удобством ввода данных. Возможность
встраивания в единую сеть является еще
одним достоинством цифровых маркираторов.
Но существуют и другие важные аспекты,
влиящие на выбор промышленного
маркиратора. Из наиболее распространенных
маркираторов применяются:
1) Оборудование для тиснения наносит
оттиски на упаковку под воздействием
давления.
2) Роллер-кодеры с использованием
термоплавких чернил наносят четкие
ясные мгновенно высыхающие отпечатки
на различные упаковочные материалы.
Нагретая латунная гарнитура переносит
расплавленные чернила на поверхность
маркируемого продукта.
Прессы для тиснения и роллер-кодеры
механические (нецифровые) устройства,
способные наносить только простые
оттиски даты/ времени, и поэтому в
дальнейшем маркированную продукцию
невозможно отслеживать в логистической
цепочке. Это оборудование принадлежит
к технологиям вчерашнего дня.
3) Каплеструйные маркираторы наносят
различные коды (от простейших дат до
логотипов, штрих-кодов и серийных
номеров) на первичную упаковку и
гофрокороба посредством направленного
распрыскивания чернил. В зависимости
от области применения можно выбрать
мелко- или крупносимвольные каплеструйные
принтеры. Каплеструйная технология
стремительно входит в промышленное
производство и находит все более широкий
спрос.
Существует два основных направления
каплеструйной технологии:
1. Каплеструйная технология циркуляционного
типа основана на использовании жидких
чернил, которые благодаря своему
химическому составу могут наноситься
на широкий спектр материалов. Недостатком
же является сопутствующее загрязнение
и необходимость промывки принтера.
Также некоторые потребители опасаются
химсостава используемых в этой технологии
расходных материалов.
2. Каплеструйная технология с использованием
термоплавких чернил Touch Dry применяется
там, где чистота и экологическая
безопасность производства являются
необходимым условием. Чернила Touch Dry
безопасны и не содержат растворителей
и других вредных веществ. При комнатной
температуре термоплавкие чернила
остаются твердыми, сухими и немаркими
в обращении. Однако область их применения
ограничена. Например, они не пригодны
для непористых поверхностей, таких как
стекло.
4) Термотрансферные принтеры обеспечивают
высокое качество печати. Пригодны и
надежны в применении к различным видам
гибких упаковочных материалов, гарантируя
высочайшую четкость маркировки. Путем
мгновенного точечного нагрева риббона
(термотрансферная лента) и переноса
краски, содержащейся на лицевой стороне
риббона, на маркируемую поверхность
эти принтеры могут печатать различную
информацию. Например, дату, серийный
номер, информацию о производителе,
штрих-коды и реальное время печати на
индивидуальную упаковку товара. Основной
недостаток, высокие издержки при печати,
может быть преодолен благодаря новой
функции. Это функция экономии риббона,
делающей эти принтеры еще более
привлекательными.
5) Аппликаторы со встроенным блоком
печати наносят самоклеящиеся этикетки
на транспортную упаковку. Для печати
информации на этикетки ( штрих-коды,
содержащие транспортные сведения и
информацию о содержимом) используется
термотрансферная технология.
6) Цифровые лазерные маркираторы
обеспечивают процесс маркировки под
воздействием лазерного луча на поверхность
упаковки. А это значит отсутствие
каких-либо затрат на расходные материалы.
Принцип лазерного воздействия заключается
либо в удалении красочного слоя с
поверхности, либо в выпаривании или
плавлении верхнего слоя упаковочного
материала (такого как ПЭТ, полистрол,
полипропилен). В обоих случаях получается
не стираемая мгновенная печать высокого
качества. Лазерные принтеры являются
универсальным методом маркировки
первичной упаковки благодаря экологической
безопасности и отсутствию расходных
материалов, а также благодаря высокой
разрешаемой способности наносимых
кодов. До настоящего момента основными
недостатками лазеров были высокая цена
и крупные габариты.
Сравнительная характеристика способов
маркировки
Прессы холодного
тисненияНизкоеНизкиеНезначительныеИспользуются в
сельском хозяйстве для маркировки
гофрокоробов и термоусадочных этикеток
Прессы горячего
тисненияНизкое – ХорошееНизкиеНизкиеХороший способ для
тиснения мелких этикеток и некоторых
др. материалов
Роллер-кодеры с
использованием термоплавких чернилХорошееНизкиеОчень низкиеЛучший метод для
печати на эластичных пленках с большим
тиражом
Термотрансферные
принтерыПревосходноеНизкие-средниеСредниеЛучший метод для
этикетираторов, упаковочных аппаратов
и пр., особенно, где необходимо постоянное
обновление данных
Каплеструйные
принтеры циркуляционного типаХорошееСредниеСредниеЛучший метод для
маркировки пластиковых контейнеров,
бутылок, канистр, гофрокоробов
Каплеструйные
принтеры с использованием термоплавких
чернилОтличноеСредниеСредние — высокиеЛучший метод для
маркировки гофрокоробов и термоусадочных
этикеток
Лазерные принтерыХорошееВысокиеОчень низкиеДля печати на
этикетках, гофрокоробах, ПЭТ, некоторых
пластиках
Этикетировочные
системыПревосходноеСредниеВысокиеЛучший метод для
маркировки гофрокоробов, жеских и
твердых поверхностей, однако, он
дорогостоящ по причине использования
этикеток.
Требования к нанесению штрих-кодов
Существует несколько возможных вариантов
нанесения штрих-кодов на товары – от
типографской печати (например, на книги)
до ручного приклеивания клейких этикеток
(например, при фасовке товара). Напечатать
штрих-код на клейких этикетках можно с
помощью обыкновенного лазерного принтера
или специализированного принтера для
печати этикеток. Если необходимо нанести
штрих-код на весовой товар, то можно
воспользоваться весами с встроенным
принтером этикеток.
При нанесении штрихового кода на упаковку
товара необходимо соблюдать ряд
требований, установленных международными
правилами:
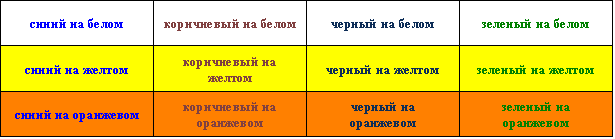
Как правило, для печати штрихового кода
используются темные краски (черная,
коричневая, зеленая, синяя) на светлом
фоне (белом, желтом, оранжевом). При этом
нужно выбирать краски тех цветов, которые
уже имеются на упаковке и предусмотрены
дизайном, с соблюдением требовании
контрастности. Составлять полосы кода
из различных красок недопустимо. В
идеале, напечатанные штрихи символа
штрихового кода должны быть совершенно
черные, а поле, на котором они печатаются,
идеально белым. В этом случае обеспечивается
наивысшая контрастность.
Если придерживаться основных правил,
касающихся цвета, контраста и изображения,
то можно создавать читаемые штриховые
коды любых цветов и на любом типе
упаковочного материала. Ниже приведены
цветовые сочетания штриховых кодов,
считываемые и не считываемые сканером.
Цветовые сочетания штрих кода, считываемые
сканером
Цветовые сочетания штрих кода, считываемые
при определенных условиях:

Цветовые сочетания штрих кода, не
считываемые при определенных условиях:

Если штрих того же цвета, что и фон, то
цвет может быть черным, фиолетовым,
голубым при соблюдении правила оптической
плотности фона меньше, чем 0,12.
При печати следует избегать применения
зеркально отражающих материалов для
получения фона или штрихов. Не рекомендуется
в качестве фона использовать лаковое
покрытие.
При размещении кода на этикетке, пленке,
пакете необходимо в первую очередь
придерживаться следующего правила:
“Направление движения этикетки,
пленки, пакета при печати должно быть
параллельным штрихам кода”
Магнитография
Процесс магнитографии подобен процессу
ионографии за исключением того, что
используется намагниченный барабан.
Цифровое изображение преобразуется в
магнитный заряд на барабане, который
притягивает тонер, содержащий железные
частички. Тонеры, применяемые в
магнитографии, очень тёмные, поэтому
эта технология больше подходит для
печати одной дополнительной краской,
чем для процесса четырехцветной печати.
Тонеры, применяемые в магнитографии,
настолько густые и тёмные, что идеально
подходят для печати штрихкодов, этикеток
и билетов.